ဒုတိယချုပ်လုပ်သည့် စက်သည် ISO 401 ချုပ်မှုပုံစံကို ထုတ်လုပ်ပေးပါသည်။ ထိုချုပ်မှုပုံစံကို နှစ်မျှင်ပါး ဒုတိယချုပ်လုပ်သည့် ချုပ်မှုပုံစံဟုလည်း ခေါ်ကြသည်။ လေးချုပ်လုပ်မှုနှင့် မတူဘဲ လေးချုပ်လုပ်မှုတွင် အထက်ပိုင်းမှ ချုပ်ခြင်းမှုနှင့် အောက်ပိုင်းမှ ချုပ်ခြင်းမှုတွင် အထည်အတွင်း ချုပ်မှုများကို ပေါင်းစပ်ပေးသည်။ ဒုတိယချုပ်လုပ်မှုတွင် ချုပ်မှုများကို အထည်၏ အောက်ပိုင်းတွင် အရင်ချုပ်ထားသည့် ချုပ်မှုများနှင့် ပေါင်းစပ်ပေးပြီး ချုပ်မှုကို မှုန်းပေးရန် ချုပ်မှုများကို အောက်ပိုင်းမှ ချုပ်မှုများဖြင့် ဖောက်ထားသည်။ ဘောဘင်မှုန်းမှုများကို မသုံးပါ။ ထို့ကြောင့် ချုပ်မှုများသည် အလွန်ကြီးမားသည့် အားဖော်မှုများကို ခံနိုင်ရည်ရှိပါသည်။ အကြောင်းမှာ ချုပ်မှုများသည် အားဖော်မှုများကို ခံနိုင်ရည်ရှိပါသည်။ ထိုအချက်ကြောင့် ချုပ်မှုများကို အထည်များအတွက် အသုံးများပါသည်။ အထည်များကို လှုပ်ရှားမှုများအတွက် အသုံးပြုသည့် အချက်များတွင် လေးချုပ်လုပ်မှုများကို အသုံးများပါသည်။
လွဲမေ့လေ့ရှိသည့် လက်တွေ့ကျသည့် အချက်တစ်ခုမှာ- နောက်ဆုံးချုပ်မှုကို ပေါ်ပေါ်လွင်လွင် ပြန်ဆွဲလျှင် ချုပ်လုပ်ထားသည့် အဆုံးစွန်ဖျောက်ချုပ်မှုသည် ချုပ်လုပ်သည့် အတိုင်းအတာ၏ အနှောင်းဘက်မှ ဖောက်ထွက်သွားနိုင်ခြင်းဖြစ်သည်။ ထုတ်လုပ်မှုလိုင်းများတွင် ဤပြဿနာကို နောက်ပိုင်းတွင် ချုပ်ပေးခြင်း (back-tacking) သို့မဟုတ် ချုပ်လုပ်မှု၏ အစနှင့် အဆုံးကို ၁၀မီမီမှ ၁၅မီမီအထိ အ покုံးလုပ်ခြင်းဖြင့် ဖြေရှင်းလေ့ရှိပါသည်။ ဤသည်မှာ ထုတ်လုပ်မှုအဆုံးတွင် ပြဿနာကို ဖြေရှင်းပေးသည့် ရှုပ်ထွေးမှုမရှိသည့် ရိုးရှင်းသည့် အလေ့အကျင့်ဖြစ်သည်။
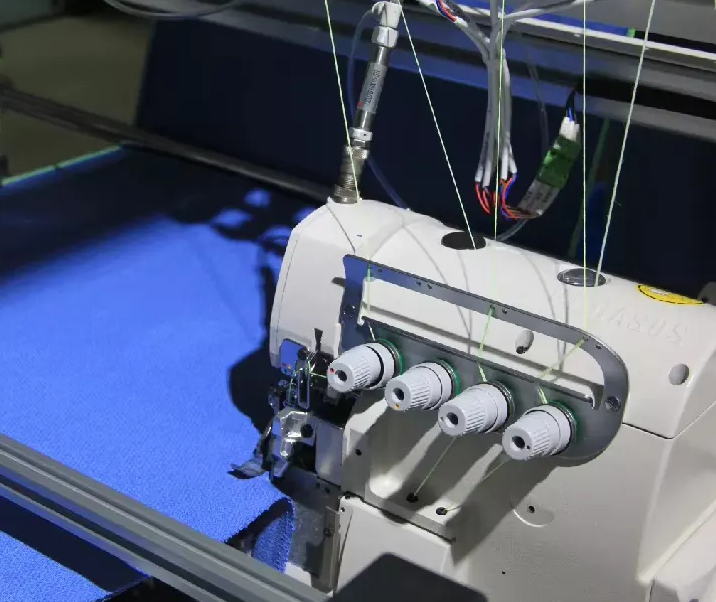
ချုပ်ချုပ်ကြည့်ရှုခြင်းဖြင့် အချိန်ကို အလွန်အမင်းအရေးကြီးသည့်အကြောင်းရင်းကို သိရပါသည်။ အ igle သည် အဝတ်အစားပေါ်သို့ ဆင်းသက်ပြီး အပေါ်သို့ ရွှေ့လှမ်းမှုကို စတင်ကာ အောက်ခြေတွင် ချုပ်ခြင်းကြိုး၏ သေးငယ်သော ကွင်းပုတ်ကို ထားခဲ့ပါသည်။ အိုဗာလ်ပုံစံဖြင့် ရွှေ့လှမ်းသော လူပါသည် အိုးပါသော အ igle ကြိုးကွင်းပုတ်ထဲသို့ မိသော မိလီစက္ကန်ဒ်အချိန်တွင် ဖြတ်သွားပါသည်။ လူပါသည် ပြန်လည်ဆုတ်ခြင်းအခါ ကိုယ်ပိုင် လူပါကြိုးကို အ igle ကွင်းပုတ်အတွင်းသို့ ဆောင်သွားပါသည်။ နောက်တစ်ကြိမ် အ igle သည် ဆင်းသက်သောအခါ လူပါကြိုး၏ တြိဂံပုံစံအတွင်းသို့ ဝင်ရောက်ပြီး ဤစက်လုပ်ငန်းစဉ်သည် ထပ်တလောက် ပြန်လည်လုပ်ဆောင်ပါသည်။ အသစ်သော ချုပ်ချုပ်တစ်ခုစီသည် အရင်ချုပ်ချုပ်ကို ချုပ်မှုအတွင်း ချုပ်ထားပါသည်။ လူပါ၏ အချိန်ကို လှည့်နှုန်း၏ ဒီဂရီ ၂ ထက်ပိုများပါက ချုပ်ချုပ်မှုမှုန်းမှုများ ချက်ချင်းပေါ်ပေါက်လာပါသည်။ အချိန်ကို ချိန်ညှိရာတွင် အလွန်ကြီးမားသော အတွက် အကောင်အောင်မှုများကို လူပါမော်တာ ကာမ်နှင့် လင်က်ခ်ခ် အစုအဖွဲ့များ၏ စက်မှုအကောင်အောင်မှု အကန့်အသတ်အထိ မော်ဒယ် ၅၀၀၀ SPM ဖြင့် အသုံးပြုသော နှစ်ခုတွဲ ချုပ်ချုပ်စက်များသည် အကောင်အောင်မှုကို ဖော်ပေးပါသည်။
အားကစားဝတ်စုံများကို လေးထောင့်ပုံစံချုပ်လုပ်ခြင်းဖြင့် ချုပ်လုပ်ပါက ပထမဆုံးအကြိမ် ဝတ်စုံသုံးခါသုံးပြီးနောက်တွင် ချုပ် seams များ ပေါက်ကွဲလာတတ်ပါသည်။ အကြောင်းမှာ ချုပ်ချုပ်မှုသည် အဝတ်အစား၏ ရှည်လုံးခြင်းကို လုံလေးစွာ လုပ်ဆောင်နိုင်ခြင်းမရှိသောကြောင့်ဖြစ်ပါသည်။ နှစ်ထပ်ချုပ်ချုပ်စက်သည် ချုပ်ချုပ်မှုကို ချုပ်ချုပ်ကြိုး၏ ဖောက်ပေါက်မှုအထိ အနက် ၃၀ ရှုံးသည့်အထိ ရှည်လုံးနိုင်စေပါသည်။ ထိုသို့ဖြင့် ကုတ်နှင့် စပန်ဒက်စ် နှင့် ပေါလီအက်စတာ-အယ်လက်စ်တန် ရောစပ်မှုများ၏ ရှည်လုံးမှုအပြုအမှုကို ကိုက်ညီစေပါသည်။ တီရှပ်ဘေးချုပ်များ၊ အဝတ်အစားအတွင်းပိုင်း အောက်ခြေအစိတ်အပိုင်းများနှင့် ယောဂာအဝတ်အစားများ၏ အတွင်းဘက်ချုပ်များသည် ဤချုပ်ချုပ်မှုအမျိုးအစားကို အခြေခံပါသည်။ ကွမ်စီပြည်နယ်ရှိ အားကစားဝတ်စုံများ ထုတ်လုပ်ရေးအတွက် စုံလုံးချုပ်လုပ်သည့် ကုမ္ပဏီတစ်ခုသည် ကလေးငယ်များအတွက် ချောင်ချောင်သော ချုပ်ချုပ်များကို လေးထောင့်ပုံစံချုပ်မှ နှစ်ထပ်ချုပ်ချုပ်မှုသို့ အတွင်းဘက်ချုပ်နှင့် ကုန်းပေါ်ချုပ်များအတွက် ပြောင်းလဲခဲ့ပါသည်။ ၂၀၂၄ ခုနှစ်တွင် အဝတ်အစားထုတ်လုပ်သည့် ကုမ္ပဏီများသည် အဝတ်အစားထုတ်လုပ်သည့် ကုမ္ပဏီများအား အတွင်းပိုင်း QC မှတ်တမ်းများကို မျှဝေပေးခဲ့ပါသည်။ ထိုမှတ်တမ်းများအရ နှစ်နှစ်ကြာ စမ်းသပ်မှုများတွင် အတွင်းဘက်ချုပ်များ ပြန်လာမှုများသည် ၆၀ ရှုံးထက်ပိုမျှ လျော့နည်းခဲ့ပါသည်။
သံကြိုးနှစ်ထပ်ချုပ်ခြင်းမှ ရယူသော အခြားပုံစံတစ်ခုမှာ flatlock သို့မဟုတ် coverstitch ဖြစ်သည်။ အပ်ချည်များနှင့်အတူ looper thread တစ်ခုဖြင့် ချိတ်ဆက်ထားသော အပ်ချည်တစ်ခု ဖန်တီးရန်အတွက် အပ်ချည်များက အရေပြားအပေါ်ကပ်လျက် မြင့်မားသော ကုန်းရိုးမရှိဘဲ ထိုင်နေသည်။ ဒါက ပလက်ဖောင်း အချုပ်ရှိတဲ့ အားကစား အပေါ်ပိုင်းနဲ့ ပရီးမီးယား တီရှပ်တွေရဲ့ ပျော့ပြီး အပြင်ဘက်မှာ အပြုံးကင်းတဲ့ နည်းပညာပါ။ အလားတူ ယန္တရားက အထည်ကို ထိုးထားခြင်းအစား ခေါက်ထားခြင်းဖြင့် လည်ပတ်တဲ့အခါမှာ အားကစားဝတ်စုံ လက်အိတ်များနှင့် အောက်ခြေအကန့်အသတ်များတွင် သိသာစွာ ရင်းနှီးတဲ့ အတန်းတန်းတန်း အနားအဆုံးကို ထုတ်ပေးပါတယ်။ ပွင့်လင်းတဲ့ အချုပ်ပုံစံဟာ အစဉ်အလာ lockstitch အနားက ဖန်တီးတဲ့ ကျယ်ပြန့်တဲ့ အတွင်းပိုင်းအခေါက်ကို ဖယ်ရှားပေးပါတယ်။ ဒါကြောင့် အာရုံခံအာရုံရှိတဲ့ စားသုံးသူတွေကို ပစ်မှတ်ထားတဲ့ တံဆိပ်တွေဟာ အခြေခံအလွှာ အမျိုးအစားတစ်ခုလုံးမှာ ပွင့်လင်းတဲ့ အချုပ် တည်ဆောက်မှုကို မကြာခဏ သတ်မှတ်တာပါ။
| Stitch ပိုင်ဆိုင်မှု | နှစ်ထပ်ချိတ်ဆက်ခြင်း (ISO 401) | Lockstitch (ISO 301) |
|---|---|---|
| ဆန့်နိုင်မှု | ၃၀% အထိ ရှည်လျားမှု | သုညနီးပါး |
| ဘိုးဘင် လိုအပ်သည် | မပါ (loop thread များသာ) | ဟုတ်ကဲ့ |
| ဘိုးဘင် ပြောင်းလဲမှု ကြိမ်နှုန်း | မဟုတ်ပါ | မြင့်မားသောအမြန်နှုန်းဖြင့် ၃၀ မှ ၆၀ မိနစ်တိုင်း |
| အက်ကြောင်းဖြောင့်ဖျက်ခြင်းအန္တရာယ် | အက်ကြောင်းအဆုံးမှ မတင်းမာပါက | အက်ကြောင်းဖြတ်သန်းရာမှ မည်သည့်အမှတ်ကိုမဆို |
| ချိတ်ရိုးသုံးစွဲမှု | မြင့်မားသည် (အပြန်အလှန်ချိတ်ဆက်မှုဖွဲ့စည်းပုံ) | အောက်ခြေ |
| အကောင်းဆုံးအသုံးချမှုများ | ချည်ထည်၊ ဆွဲရှည်ထည်၊ လှုပ်ရှားမှုအတွက်ထည် | စီထည်၊ အပေါ်ယံချိတ်ရိုး၊ တရားဝင်ဝတ်စုံ |
ချိတ်ရိုးတစ်ခုတည်းစက်များသည် ၈၀gsm တစ်ရှူးချည်ထည်မှ ၄၀၀gsm ဖလီးစ်ထည်အထိ ဖိအားခြင်းအမြင့်နှင့် ဖိအားခြင်းခြေထောက်အကွာအဝေးကို လွဲ၍ အဓိကချိန်ညှိမှုမလိုဘဲ ကိုင်တွယ်နိုင်သည်။ ချိတ်ရိုးသည် မျက်နှာပြင်စာသားကို ကောင်းစွာခံနိုင်ရည်ရှိသောကြောင့် loopback terry နှင့် French terry များ ချောမွေ့စွာပြေးနိုင်ပြီး lockstitch သည် မြင့်နေသော pile တွင် ဖမ်းမိကာ ချိတ်ရိုးလွဲတတ်သည်။ အဆက်အသင်တွင် အထူအများဆုံး အကန့်အသတ်မှာ ချိတ်ရိုးတစ်ခုလုံး၏ အထူ ၆mm အထိဖြစ်ပြီး ထို့ထက်ကျော်လွန်လျှင် looper ခရီးအကွာအဝေး မလုံလောက်တော့ဘဲ ချိတ်ရိုးလွဲမှုများ ပိုများလာသည်။ ၁၂oz အထက် ဝါဂွမ်းနှင့် ကန်ဝတ်စများ အလွှာများစွာပါဝင်သော အလေးချိန်များအတွက် အလုပ်လုပ်ရာတွင် chainstitch နှင့် overedge ကို တစ်ကြိမ်တည်းဖြင့် ပေါင်းစပ်ထားသော safety-stitch ဖွဲ့စည်းမှုသည် အဆက်အသင်လုံခြုံမှုကို မစွန့်လွှတ်ဘဲ ပိုမိုယုံကြည်စိတ်ချရမှုရှိသည်။
သံကြိုးနှစ်ထပ်ချုပ်တဲ့ အဝတ်ထိုးစက်မှာ ထိန်းသိမ်းမှု စည်းကမ်းက lockstitch ထက် ပိုအရေးကြီးပါတယ်။ အကြောင်းက looper ယန္တရားမှာ ကျဉ်းမြောင်းတဲ့ အလွတ်နေရာတွေနဲ့ thread လမ်းကြောင်းမှာ ရွေ့ရှားတဲ့ အစိတ်အပိုင်းတွေ ပိုများလို့ပါ။ အမျှင်အမျှင်တွေ အနီးမှာ အမျှင်တွေ စုစည်းလာခြင်းဟာ ဝါဂွမ်းထုတ်လုပ်မှု အများဆုံး ဖြစ်တဲ့ ပတ်ဝန်းကျင်မှာ ဖြစ်တတ်တဲ့ ပြဿနာတစ်ခုဖြစ်ပြီး အမျှင်အမျှင်ရဲ့ လမ်းကြောင်းကို မီလီမီတာရဲ့ အပိုင်းလေးနဲ့ ပြောင်းလဲစေပြီး စိစစ်ရေး နာရီတွေကို ကုန်ဆုံးစေတဲ့ ကြားဖြတ် ခုန်ပျံတဲ့ ပုံစံ ဖိအားပေးလေသန့်စင်ရေး အစဉ်အလာကို ၄ နာရီတိုင်းမှာ ပြုလုပ်ခြင်းဖြင့်၊ ခံစားမှု ကိရိယာကို သုံးပြီး လစဉ် looper gap စစ်ဆေးခြင်းဖြင့်၊ QC ကို မရောက်ခင်မှာ ဒီပြဿနာအများစုကို ကာကွယ်ပေးပါတယ်။
အထည်ချုပ်၊ လှုပ်ရှားမှုအဝတ်အစားများ သို့မဟုတ် ချည်ထည်ဆန့်ခြင်းသည် ကောင်းမွန်သောပစ္စည်းတစ်ခုထက် ထုတ်လုပ်မှုလိုအပ်ချက်တစ်ခုဖြစ်သည့် မည်သည့်ကဏ္ဍမဆို လုပ်ကိုင်သည့် စက်ရုံများအတွက် TPET သည် ခိုင်မာသော looper assemblies နှင့် တိုက်ရိုက်မောင်းနှင်သော servo စနစ်များဖြင့် နှစ်ထပ်ချည်ချုပ်စက်များကို ပေးပို့သည်။

ခေတ်မှီ သံလိုက် လမ်းညွှန်မှု နည်းပညာဖြင့် တပ်ဆင်ထားသော အလိုအလျောက် ယာဉ်သည် မှန်ကန်သော လမ်းကြောင်း လိုက်နာမှုနှင့် တည်ငြိမ်သော လုပ်ဆောင်မှုကို အာမခံပါသည်။

ဤအလိုအလျောက်ပို့ဆောင်ရေးယာဉ်သည် သံလိုက်နည်းပညာဖြင့် လမ်းကြောင်းသတ်မှတ်ခြင်းစနစ်ကို တပ်ဆင်ထားပြီး ထုတ်လုပ်မှုလိုင်းများနှင့် အလွယ်တကူ ပေါင်းစပ်အသုံးပြုနိုင်ရန် ဒီဇိုင်းထုတ်ထားပါသည်။

ခေတ်မှီ အလိုအလျောက် စနစ်နည်းပညာဖြင့် တပ်ဆင်ထားသော ဤဂေါ့ဇ် ခေါက်စက်သည် တိကျသော ခေါက်ခေါက်မှု၊ စံချိန်နှင့် ကိုက်ညီသော အရည်အသွေးနှင့် ချောမွေ့သော လုပ်ဆောင်မှုကို အာမခံပါသည်။

ဤဂေါ့ဇ် ဖော်လ်ဒ်စက်သည် ဆေးဘက်ဆိုင်ရာ ဂေါ့ဇ်ထုတ်ကုန်များကို အလိုအလျောက် ထုတ်လုပ်ရန်အတွက် အထူးထိရောက်မှုရှိသော ဖော်လ်ဒ်စက်ဖြစ်ပါသည်။

ဤလုပ်ဆောင်မှုအပြည့်အဝအလိုအလျောက် ဆေးဘက်ဆိုင်ရာ ဘန်ဒေ့ခ် ဖြတ်တုတ်နှင့် ချုပ်လုပ်သည့်စက်သည် တိကျသောဖြတ်တုတ်ခြင်း၊ ချုပ်လုပ်ခြင်းနှင့် Velcro တပ်ဆင်ခြင်းတို့ကို တစ်ခုတည်းသော စီးဆိုးသောလုပ်ငန်းစဉ်အဖြစ် ပေါင်းစပ်ပေးပါသည်။